
Das Laserauftragschweißen mit Draht arbeitet relativ schnell, verursacht kaum Verzug und die aufgebrachte Schicht ist metallurgisch stabil mit dem Substrat verbunden und dicht. Das Laserauftragsschweißen mit Draht hat zudem den Vorteil, dass es ’schwerkraftunabhängig‘ ist, was bei komplexen Oberflächen die Bearbeitung erleichtert. Da ein Laser sehr genau arbeitet, können auch komplexe Geometrien beschichtet werden. Die gute Steuerbarkeit des Lasers erlaubt eine hohe Reproduzierbarkeit und so eine effiziente Produktion. Dazu lassen sich mit dem Laser fast alle Metalle bearbeiten.
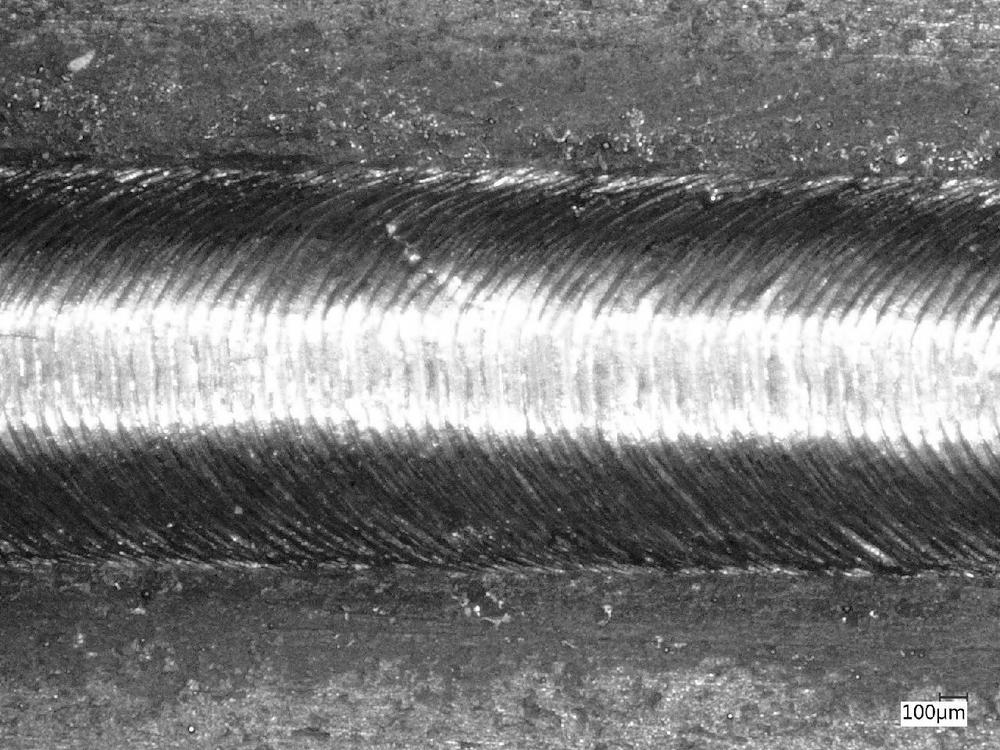
Bei dem Laserauftragsschweißen erzeugt ein gepulster Laserstrahl auf dem Werkstück mit dem Metall des Drahtes ein Schmelzbad. Aber eine hohe Pulsspitzenleistung kann schnell diese Schmelze überhitzen und so zu fehlerhaften Schweißnähten und Spannungsrissen führen. Um dem entgegen zu steuern, hat Sigma Laser die Super Puls Technologie (SPT) für gepulste Lasersysteme entwickelt. Diese steuert über die Modulation der Laserpulse präzise den Wärmeeintrag ins Material und erlaubt es den Schweißprozess optimal an die Erstarrungscharakteristik der verwendeten Werkstoffe anpassen. Dadurch hat der Anwender die Keimbildungsrate beim Erstarren der metallischen Schmelze im Griff und kann Schweißnähte mit einem sehr feinkörnigen, homogenen Gefüge erzeugen.
Die neu entwickelte SPT-Steuerung, moduliert die Laserpulse im Kurzzeitbereich und senkt Unterbrechungszeiten bis auf unter 50 μs. Die Steuerung erlaubt das Regeln von Pulsdauern im Millisekunden- und Zeitkonstanten im Mikrosekundenbereich, dazu eine Modulation der Frequenzen bis zu 3000 Hz.
Zwischen Start- und Stabilisierungspuls lässt sich auch eine längere, zeitliche Unterbrechung von einigen Millisekunden einstellen, um z.B. für eine zwischenzeitliche Abkühlung und damit begrenzte Temperaturerhöhung des Schmelzvolumens und der Wärmeeinflusszone im Grundwerkstoff.
Erste Anwendungen im Bereich Medizintechnik oder Luft- und Raumfahrt zeigen, dass sich das Auftragschweißen mit modulierten Laserpulsen hier die gewünschten sehr guten Ergebnisse bringt.
Sigma Laser GmbH
Industriestraße 9A
61449 Steinbach (Taunus)
+49 6171 206 167 0
www.sigma-laser.com
info@sigma-laser.com
Sigma Laser Applications & Systems GmbH
Liebigstr. 2
63477 Maintal
Telefon: +49 (6109) 715973-0
http://www.sigma-laser.com
Geschäftsführer
Telefon: +49 (69) 3003-89050
E-Mail: info@sigma-laser.com
![]()