
Herausforderung für Zerspanungswerkzeuge
Den Großteil der Turbolader machen Abgasturbolader aus. Diese sehen bei nahezu jedem Automobilhersteller anders aus und weisen eine spezielle Geometrie auf. Allen gemein: Bei ihrem Einsatz in Fahrzeugen mit Ottomotoren entstehen sehr hohe Temperaturen. Deshalb wird das Turbinengehäuse, die sogenannte „Heißseite“ aus hitzebeständigen, sehr abrasiven Materialien gefertigt. Diese Materialien stellen eine besondere Herausforderung für jedes Zerspanungswerkzeug dar.
MAPAL hat sich diesen Herausforderungen angenommen und neue Schneidstoffe und Werkzeuge entwickelt. Das Unternehmen bietet den kompletten Prozess zur Bearbeitung von Turboladern. Inklusive aller Werkzeuge, beispielsweise Bohrer, Fräser, Reibahlen und mechatronische Aussteuerwerkzeuge – abgestimmt auf die jeweilige Geometrie des Turboladers. Zudem steht das Unternehmen seinen Kunden zur Seite, um Prozesse ständig weiterzuentwickeln, Taktzeiten zu reduzieren und Standwege zu erhöhen. So sind unter anderem Kombinationswerkzeuge, die mehrere Bearbeitungen in einem Arbeitsgang erledigen, Teil des Portfolios.
Ein Großteil der Bearbeitung von Turboladern kann mit Werkzeugen mit ISO-Wendeschneidplatten umgesetzt werden. So auch viele Zerspanprozesse an der herausfordernden Heißseite. MAPAL hat dafür einen Schneidstoff entwickelt, der speziell auf die Bearbeitung von hitzebeständigem Stahlguss abgestimmt ist und so trotz der Abrasivität des Materials lange Standzeiten und damit eine hohe Wirtschaftlichkeit ermöglicht.
Alle Werkzeuge, die für die Bearbeitung eingesetzt werden, überzeugen durch einfaches Handling und höchste Präzision. Exemplarisch werden vier Werkzeuge für die Bearbeitung der Heißseite vorgestellt:
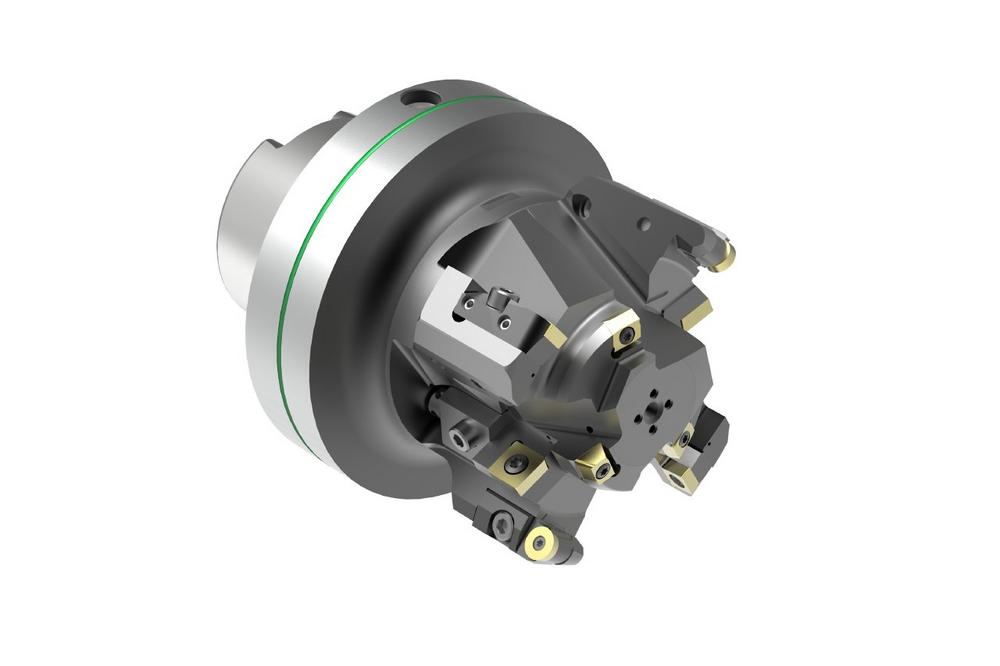
1. Komplexes Aufbohrwerkzeug mit ISO-Wendeschneidplatten
Bei der Bearbeitung des V-Bands ist neben den Materialeigenschaften bei der Vorbearbeitung häufig ein unterbrochener Schnitt eine Herausforderung. MAPAL setzt für die Vorbearbeitung des V-Bands sowie die Vorbearbeitung der Turbineninnenkontur auf ein komplexes Aufbohrwerkzeug mit ISO-Wendeschneidplatten. Das Werkzeug realisiert also gleichzeitig eine Innen- und eine Außenbearbeitung. Dabei werden mehrere Stufen bearbeitet. Um die Späne nach außen abzuleiten und die Turbineninnenkontur nicht zu beschädigen, arbeitet das Werkzeug linksdrehend.
Bearbeitungsbeispiel:
Material: 1.4837 | Kühlung: MMS | Durchmesser: 49; 70,5; 73; 90 mm; Fase 10° | Schnittgeschwindigkeit: 70 m/min | Vorschub: 0,4 mm | Standmenge: 75 Bauteile
2. Drehbearbeitung auf dem BAZ mit der TOOLTRONIC
Eine besondere Herausforderung bei der Zerspanung der Turbinengehäuse von Abgasturboladern ist die Turbinenhauptbohrung. Ihrer Fertigung liegen enge Toleranzen hinsichtlich Form, Lage und Oberfläche zugrunde. Die Bohrung ist trompetenförmig aufgebaut, um bestmögliche Strömungseigenschaften zu generieren. Die Bearbeitung realisiert MAPAL mit der TOOLTRONIC mit LAT-Aufsatz (Lineares Aussteuerwerkzeug). Die TOOLTRONIC, ein mechatronisches Werkzeugsystem, ist eine vollwertige NC-Achse, die in die vorhandene Maschinensteuerung eingebunden wird. Das Aufsatzwerkzeug ist mit drei Schneiden ausgestattet, eine zum Schruppen und zwei zum Schlichten.
Bearbeitungsbeispiel:
Material: 1.4837 | Kühlung: MMS | Durchmesser: 40,5-57,295 mm | Schnittgeschwindigkeit: 140 m/min (Schruppen), 120 m/min (Schlichten) | Vorschub: 0,15-0,4 mm | Standmenge: 50 Bauteile
3. Neuer Planfräser für die Schruppbearbeitung
Jüngst hat MAPAL ein neues Fräsprogramm mit gepressten, radialen ISO-Wendeschneidplatten vorgestellt. Aus diesem Programm kommt der Fräser zum Schruppen der Planfläche des Turboladergehäuses zum Einsatz. Das Highlight bei diesem Planfräser sind die ISO-Wendeschneidplatten mit 16 nutzbaren Schneidkanten. Damit ist der Einsatz des Werkzeugs besonders wirtschaftlich.
Bearbeitungsbeispiel:
Material: 1.4849 | Kühlung: Trockenbearbeitung | Durchmesser: 125 mm, 14 Schneiden | Schnittgeschwindigkeit: 80 m/min | Vorschub: 0,12 mm | Standmenge: 125 Bauteile
4. Überdrehwerkzeug mit Tangentialtechnologie
Ebenfalls besonders wirtschaftlich ist das neue Werkzeug von MAPAL zur Vorbearbeitung des Katflanschs. Bei diesem Überdrehwerkzeug kommt die Tangentialtechnologie zum Einsatz. Durch den stehenden und liegenden Einbau der LTHU-Schneiden können effektiv acht Schneidkanten pro Wendeschneidplatte genutzt werden.
Bearbeitungsbeispiel:
Material: 1.4837 | Kühlung: MMS | Durchmesser: 119 mm | Schnittgeschwindigkeit: 80 m/min | Vorschub: 0,3 mm | Standmenge: 100 Bauteile
Die vier vorgestellten Werkzeuge zeigen zum einen die unterschiedlichen anfallenden Zerspanungsaufgaben am Turbolader, zum anderen versinnbildlichen sie die Werkzeugvielfalt und das Know-how von MAPAL. Von Standardfräsern über mechatronische Aussteuerwerkzeuge bis zu komplexen Aufbohrwerkzeugen umfasst das Programm alle Werkzeuge inklusive Spannmitteln, die zur Bearbeitung von Turboladern benötigt werden. Dabei legt MAPAL den Gesamtprozess der Zerspanung so aus, dass für Kunden die wirtschaftlichste und prozesssicherste Strategie genutzt wird. Dabei immer im Blick: Genauigkeit bis auf den µm, damit die Turbolader im Einsatz höchste Effizienz erreichen.
MAPAL Werkzeuge für den Erfolg der Kunden
Die MAPAL Präzisionswerkzeuge Dr. Kress KG gehört zu den international führenden Anbietern von Präzisionswerkzeugen für die Zerspanung nahezu aller Werkstoffe. Das 1950 gegründete Unternehmen beliefert namhafte Kunden vor allem aus der Automobil- und Luftfahrtindustrie und dem Maschinen- und Anlagenbau. Mit seinen Innovationen setzt das Familienunternehmen Trends und Standards in der Fertigungs- und Zerspanungstechnik. MAPAL versteht sich dabei als Technologiepartner, der seine Kunden bei der Entwicklung effizienter und ressourcenschonender Bearbeitungsprozesse mit individuellen Werkzeugkonzepten unterstützt. Das Unternehmen ist mit Produktions-, Vertriebsstandorten und Servicepartnern in 44 Ländern der Erde vertreten. Im Jahr 2018 beschäftigte die MAPAL Gruppe 5.500 Mitarbeiter, der Umsatz lag bei 640 Mio. Euro.
MAPAL Dr. Kress KG
Obere Bahnstr. 13
73431 Aalen
Telefon: +49 (7361) 585-0
Telefax: +49 (7361) 585-1029
http://www.mapal.com
Vice President Marketing and Product Management
Telefon: +49 (7361) 585-3683
Fax: +49 (7361) 585-1019
E-Mail: andreas.enzenbach@de.mapal.com
Corporate Communications
Telefon: +49 (7361) 585-3552
Fax: +49 (7361) 585-1029
E-Mail: patricia.mueller@mapal.com
![]()